-
化學(xué)成分、機(jī)械性能
4 化學(xué)成分
按本部分生產(chǎn)的自攻螺釘適用的不銹鋼化學(xué)成分在表2中給出。
注:表2 給出的化學(xué)成分與GB/T3098.6-2014 表1有關(guān)組別的化學(xué)成分是一致的。
除非之前購(gòu)買者與制造者另有協(xié)議,否則在規(guī)定的鋼的組別范圍內(nèi)的化學(xué)成分由制造者選擇。
在有晶間腐蝕傾向的場(chǎng)合,推薦按GB/T 4334的規(guī)定進(jìn)行試驗(yàn)。在此情況下,推薦采用穩(wěn)定型的A3和A5,或者采用含碳量不超過0.03%的A2和A4不銹鋼。
表2 不銹鋼組別化學(xué)成分
類別
組別
化學(xué)成分a(質(zhì)量分?jǐn)?shù))/%
注
C
Si
Mn
P
S
Cr
Mo
Ni
Cu
奧氏體
A2
0.10
1
2
0.05
0.03
15~20
/b
8~19
4
cd
A3
0.08
1
2
0.045
0.03
17~19
/b
9~12
1
e
A4
0.08
1
2
0.045
0.03
16~18.5
2~3
10~15
4
df
A5
0.08
1
2
0.045
0.03
16~18.5
2~3
10.5~14
1
ef
馬氏體
C1
0.09~0.15
1
1
0.05
0.03
11.5~14
/
1
/
f
C3
0.17~0.25
1
1
0.04
0.03
16~18
/
1.5~2.5
/
/
鐵素體
F1
0.12
1
1
0.04
0.03
15~18
/g
1
/
hi
注1:不銹鋼的類別和組別,以及涉及其特性和應(yīng)用的說明,在附錄A中給出。
注2:已由ISO 4954標(biāo)準(zhǔn)化了的不銹鋼材料示例,分別在附錄A和附錄B中給出。
注3:某些特殊用途的材料,在附錄C中給出。
a 除另有表示外,均為最大值。
b 由制造者決定可以有鉬含量,但對(duì)某些使用場(chǎng)合,如有必要限定鉬的極限含量時(shí),則應(yīng)在訂單中由用戶注明。
c 如鉻含量低于17%,則鎳的最小含量應(yīng)為12%。
d 對(duì)最大含碳量達(dá)到0.03%的奧氏體不銹鋼,氮含量最高可達(dá)到0.22%。
e 為穩(wěn)定組織,鈦含量應(yīng)為≥(5×C%)~ 0.8%,并應(yīng)按本表適當(dāng)標(biāo)志,或者鈮和/或鉭含量應(yīng)為≥(10×C%)~ 1.0%,并應(yīng)按本表規(guī)定適當(dāng)標(biāo)志。
f 對(duì)較大直徑的產(chǎn)品,為達(dá)到規(guī)定的機(jī)械性能,由制造者決定可以用較高的含碳量。但對(duì)奧氏體鋼不應(yīng)超過0.12%。
g 由制造者決定可以有鉬含量。
h 鈦含量可能為≥(5×C%)~ 0.8%。
i 鈮和/或鉭含量應(yīng)為≥(1O×C%)~ 1.0%。
5 機(jī)械性能
5.1 通則
5.2~5.5規(guī)定的機(jī)械性能與工作性能適用于驗(yàn)收檢查,并應(yīng)按6.1~6.4的規(guī)定進(jìn)行試驗(yàn)。
5.2 表面硬度
按6.1的規(guī)定進(jìn)行試驗(yàn)時(shí),馬氏體鋼螺釘?shù)谋砻嬗捕葢?yīng)符合表3的規(guī)定。
表3 表面硬度
類別
組別
性能等級(jí)
表面硬度 HV min
馬氏體
C1
30H
300
C3
40H
400
5.3 芯部硬度
按6.2的規(guī)定進(jìn)行試驗(yàn)時(shí),奧氏體和鐵素體鋼自攻螺釘?shù)男静坑捕葢?yīng)符合表4的規(guī)定。如有爭(zhēng)議,應(yīng)按5.5條規(guī)定的工作性能進(jìn)行產(chǎn)品的驗(yàn)收檢查。
表4 芯部硬度
類別
組別
硬度等級(jí)
芯部硬度 HVa min
奧氏體
A2、A3、A4、A5
20H
200
25H
250
鐵素體
F1
25H
250
a 螺紋規(guī)格≤ST3.9,應(yīng)使用5HV;螺紋規(guī)格>ST3.9,應(yīng)使用10HV。
5.4 抗扭強(qiáng)度
按6.3的規(guī)定進(jìn)行試驗(yàn)時(shí),不銹鋼自攻螺釘?shù)钠茐呐ぞ貞?yīng)等于或大于表5對(duì)各硬度等級(jí)分別給出的最小扭矩值。
5.5 螺紋成形能力
按6.4的規(guī)定擰入試驗(yàn)板時(shí),不銹鋼自攻螺釘應(yīng)能攻出與其匹配的內(nèi)螺紋,而螺釘?shù)穆菁y不應(yīng)損壞。
-
試驗(yàn)方法
6 試驗(yàn)方法
6.1 表面硬度試驗(yàn)
本試驗(yàn)適用于馬氏體鋼自攻螺釘。
維氏硬度試驗(yàn)應(yīng)按GB/T 4340.1的規(guī)定進(jìn)行。
棱錐壓痕應(yīng)壓在平面上,并優(yōu)先在螺釘頭部進(jìn)行。
6.2 芯部硬度試驗(yàn)
本試驗(yàn)適用于奧氏體和鐵素體鋼自攻螺釘。
維氏芯部硬度試驗(yàn)按GB/T 4340.1的規(guī)定,并應(yīng)在距螺釘末端有足夠距離(應(yīng)有完整的螺紋小徑)的橫截面的1/2 半徑處進(jìn)行。
6.3 破壞扭矩試驗(yàn)
使用圖2所示的裝置施加己確定的破壞扭矩 MB 。該扭矩測(cè)量儀器的誤差不應(yīng)大于測(cè)量的最小扭矩值的±6%。
經(jīng)尺寸等檢驗(yàn)合格的自攻螺釘試件的螺紋部分(有鍍層或無鍍層的)應(yīng)夾緊在螺釘螺紋相匹配的開合螺紋模具或其他裝置內(nèi);螺釘夾緊部分不應(yīng)損傷,且至少有兩扣完整螺紋伸出夾緊裝置、除螺釘末端外至少有兩扣完整螺紋夾緊在夾具內(nèi)。夾緊裝置應(yīng)有帶內(nèi)螺紋的盲孔夾具(圖2),孔的深度應(yīng)保證斷裂發(fā)生在完整螺紋部分。
對(duì)螺釘施加扭矩,直至斷裂。螺釘試件應(yīng)符合表5規(guī)定的最小破壞扭矩。
表5 最小破壞扭矩
螺紋
破壞扭矩 MB , min
硬度等級(jí)
20H
25H
30H
40H
ST2.2
0.38
0.48
0.54
0.6
ST2.6
0.64
0.8
0.9
1
ST2.9
1
1.2
1.4
1.5
ST3.3
1.3
1.6
1.8
2
ST3.5
1.7
2.2
2.4
2.7
ST3.9
2.3
2.9
3.3
3.6
ST4.2
2.8
3.5
3.9
4.4
ST4.8
4.4
5.5
6.2
6.9
ST5.5
6.9
8.7
9.7
10.8
ST6.3
11.4
14.2
15.9
17.7
ST8
23.5
29.4
32.9
36.5
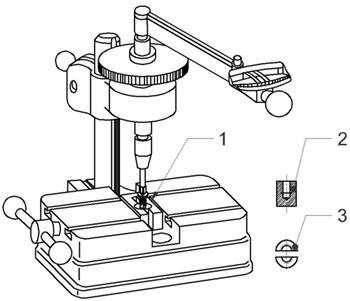
說明:
1一一螺紋模或襯套;
2一一盲孔內(nèi)螺紋;
3一一螺紋開合模。
圖2 破壞扭矩 M B的測(cè)試裝置
6.4 擰入性能試驗(yàn)
經(jīng)尺寸等檢驗(yàn)合格的自攻螺釘試件(有鍍層或無鍍層的)應(yīng)擰入試驗(yàn)板內(nèi),直至有一扣完整螺紋完全通過試驗(yàn)板。
奧氏體和鐵素體鋼自攻螺釘?shù)臄Q入性能試驗(yàn),應(yīng)使用由鋁合金制成的、硬度為80 HV30 ~ 120 HV30 的試驗(yàn)板。
馬氏體鋼自攻螺釘?shù)臄Q入性能試驗(yàn),應(yīng)使用由含碳量≤0.23% 的低碳鋼制成的、硬度為130 HV30 ~ 170 HV30 (按GB/T 4340.l 測(cè)定)的試驗(yàn)板。
試驗(yàn)板的厚度應(yīng)符合表6給出的數(shù)值。
試驗(yàn)孔可由鉆孔或先沖孔再鉆孔,或先沖孔再鉸孔制成,其孔徑按表6規(guī)定。
表6 試驗(yàn)板的厚度和孔徑
螺紋
試驗(yàn)板的厚度/mm
孔徑/mm
Min.
Max.
Min.
Max.
ST2.2
1.17
1.30
1.905
1.955
ST 2.6
1.17
1.30
2.185
2.235
ST2.9
1.17
1.30
2.415
2.465
ST3.3
1.17
1.30
2.680
2.730
ST3.5
1.85
2.06
2.920
2.970
ST3.9
1.85
2.06
3.240
3.290
ST4.2
1.85
2.06
3.430
3.480
ST4.8
3.10
3.23
4.015
4.065
ST5.5
3.10
3.23
4.735
4.785
ST6.3
4.67
5.05
5.475
5.525
ST8
4.67
5.05
6.885
6.935
-
附錄
表A.1 鐵素體-奧氏體組織鋼的成分示例
鋼的類別
化學(xué)成分(質(zhì)量分?jǐn)?shù))/%
C,max
Si
Mn
Cr
Ni
Mo
N
鐵素體-奧氏體
0.03
1.7
1.5
18.5
5
2.7
0.07
0.03
<1
<2
22
5.5
3
0.14
表B.1 冷轍和冷擠壓用不銹鋼
類型標(biāo)記a
化學(xué)成分(質(zhì)量分?jǐn)?shù))/%
組別標(biāo)記c
序號(hào)
名稱
ISO 4954:1979
C
Si max
Mn max
P max
S max
Cr
Mn
Ni
其他
鐵素體鋼
71
X3 Cr 17 E
≤0.04
1.00
1.00
0.040
0.030
16.0~18.0
0.90~13.0
≤1.0
F1
72
X6 Cr 17 E
D1
≤0.08
1.00
1.00
0.040
0.030
16.0~18.0
≤1.0
F1
73
X6 CrMo 17 1 E
D2
≤0.08
1.00
1.00
0.040
0.030
16.0~18.0
≤1.0
F1
74
X6 CrTi 12 E
/
≤0.08
1.00
1.00
0.040
0.030
10.5~12.5
≤0.50
Ti:6×%C≤1.0
F1
75
X6 CrNb 12 E
/
≤0.08
1.00
1.00
0.040
0.030
10.0~12.5
≤0.50
Nb:6×%C≤1.0
F1
馬氏體鋼
76
X12 Cr 13 E
D10
0.90~0.15
1.00
1.00
0.040
0.030
11.5~13.5
≤1.0
C1
77
X19 CrNi 16 2 E
D12
0.14~0.23
1.00
1.00
0.040
0.030
15.0~17.5
1.5~2.5
C3
奧氏體鋼
78
X2 CrNi 18 10 E
D20
≤0.030
1.00
2.00
0.045
0.030
17.0~19.0
9.0~12.0
A2d
79
X5 CrNi 18 9 E
D21
≤0.07
1.00
2.00
0.045
0.030
17.0~19.0
8.0~11.0
A2
80
X10 CrNi 18 9 E
D22
≤0.12
1.00
2.00
0.045
0.030
17.0~19.0
8.0~10.0
A2
81
X5 CrNi 18 12 E
D23
≤0.07
1.00
2.00
0.045
0.030
17.0~19.0
11.0~13.0
A2
82
X6 CrNi 18 16 E
D25
≤0.08
1.00
2.00
0.045
0.030
15.0~17.0
2.0~2.5
17.0~19.0
A2
83
X6 CrNiTi 18 10 E
D26
≤0.030
1.00
2.00
0.045
0.030
17.0~19.0
2.0~2.5
9.0~12.0
Ti:5×%C≤0.80
A3e
84
X5 CrNiMo 17 12 2 E
D29
≤0.037
1.00
2.00
0.045
0.030
16.5~18.5
2.5~3.0
10.5~13.5
A4
85
X6 CrNiMo Ti 17 12 2 E
D30
≤0.08
1.00
2.00
0.045
0.030
16.5~18.5
2.5~3.0
11.0~14.0
Ti:5×%C≤0.80
A5 e
86
X2 CrNiMo 17 13 3 E
/
≤0.030
1.00
2.00
0.045
0.030
16.5~18.5
11.5~14.5
A4d
87
X2 CrNiMoN 17 13 3 E
/
≤0.030
1.00
2.00
0.045
0.030
16.5~18.5
11.5~14.5
N:0.12×%C≤0.22
A4d
88
X3 CrNiCu 18 9 3 E
D32
≤0.04
1.00
2.00
0.045
0.030
17.0~19.0
8.5~10.5
Cu: 3.00~4.00
A2
a 第1列的標(biāo)記是順序編號(hào)。第2列的標(biāo)記是根據(jù)ISO/TC17/SC2建議的標(biāo)記制度。第3列的標(biāo)記是在 ISO 4954:1979(1993修訂)中使用并已作廢的編號(hào)。
b 本表未列出的元素,未經(jīng)用戶同意,不能增加,除非要精煉。應(yīng)采用合理的預(yù)防措施,以防止某些元素(來自制造過程中混入的廢料或其他金屬)的增加,因?yàn)檫@些元素會(huì)影響材料的淬透性、機(jī)械性能和使用性能。
c 不是 ISO 4954 的內(nèi)容。
d 有極好的耐晶間腐蝕性。
e 穩(wěn)定型鋼。
表C.1 耐氯化物導(dǎo)致應(yīng)力腐蝕的奧氏體不銹鋼
奧氏體不銹鋼
(代號(hào)/材料牌號(hào))化學(xué)成分(質(zhì)量分?jǐn)?shù))/%
C
maxSi
maxMn
MaxP
MaxS
MaxN
Cr
Mo
Ni
Cu
X2CrNiMoN17-13-5
(1.4439)0.030
1.00
2.00
0.045
0.015
0.12~0.22
16.5~18.5
4.0~5.0
12.5~14.5
X1NiCrMoCu25-20-5
(1.4539)0.020
0.70
2.00
0.030
0.010
≤0.15
19.0~21.0
4.0~5.0
24.0~26.0
1.20~2.00
X1NiCrMoCu25-20-7
(1.4529)0.020
0.50
1.00
0.030
0.010
0.15~0.25
19.0~21.0
6.0~7.0
24.0~26.0
0.50~1.50
X2CrNiMoN22-5-3a
(1.4462)0.030
1.00
2.00
0.035
0.015
0.10~0.22
21.0~23.0
2.5~3.5
4.5~6.5
a 奧氏體-鐵素體不銹鋼
更多相關(guān)數(shù)據(jù)